


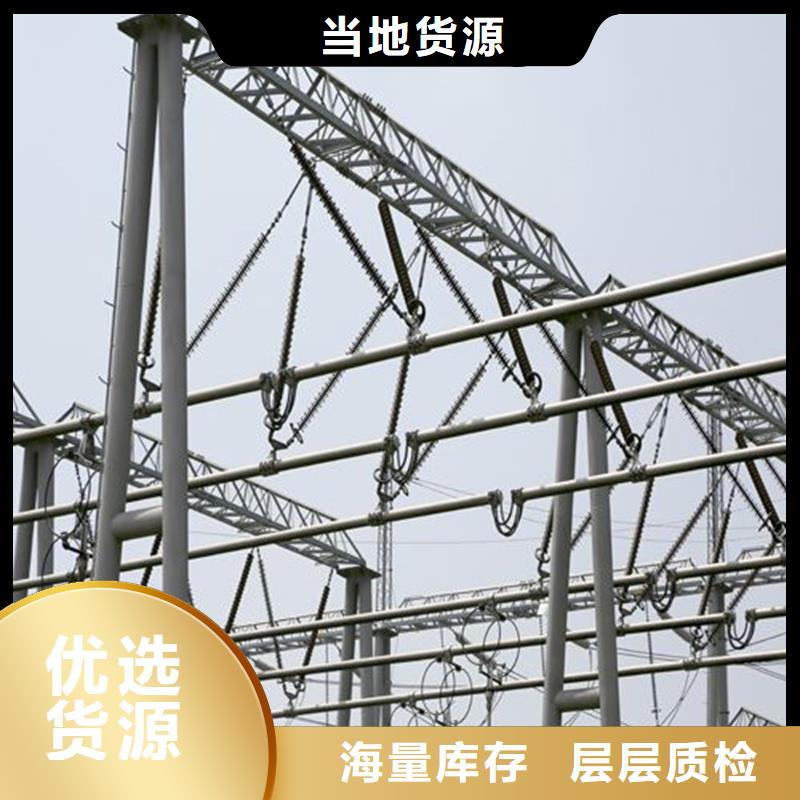




6063铝镁合金管型管母线是经热处理预拉伸工艺生产的高品质铝镁合金管型管母线产品。 6063铝镁合金管型管母线的主要合金元素是镁与硅,并形成Mg2Si相。若含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛能细化晶粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。在Mg2Si固溶于铝中,使合金有人工时效硬化功能。 铝镁合金管型管母线基本状态代号: F 自由加工状态 适用于在成型过程中,对于加工硬化和热处理条件特殊要求的产品,该状态产品的力学性能不作规定(不常见) O 退火状态 适用于经完全退火获得 强度的加工产品(偶尔会出现) H 加工硬化状态 适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理(一般为非热处理强化型材料) W 固熔热处理状态 一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段(不常见) T 热处理状态 (不同于F、当地O、当地H状态) 适用于热处理后,经过(或不经过)加工硬化达到稳定的产品。T代号后面必须跟有一位或多位阿拉伯数字(一般为热处理强化型材料) 我们常见的非热处理强化型铝镁合金管型管母线后面的状态代号一般是字母H加两位数字


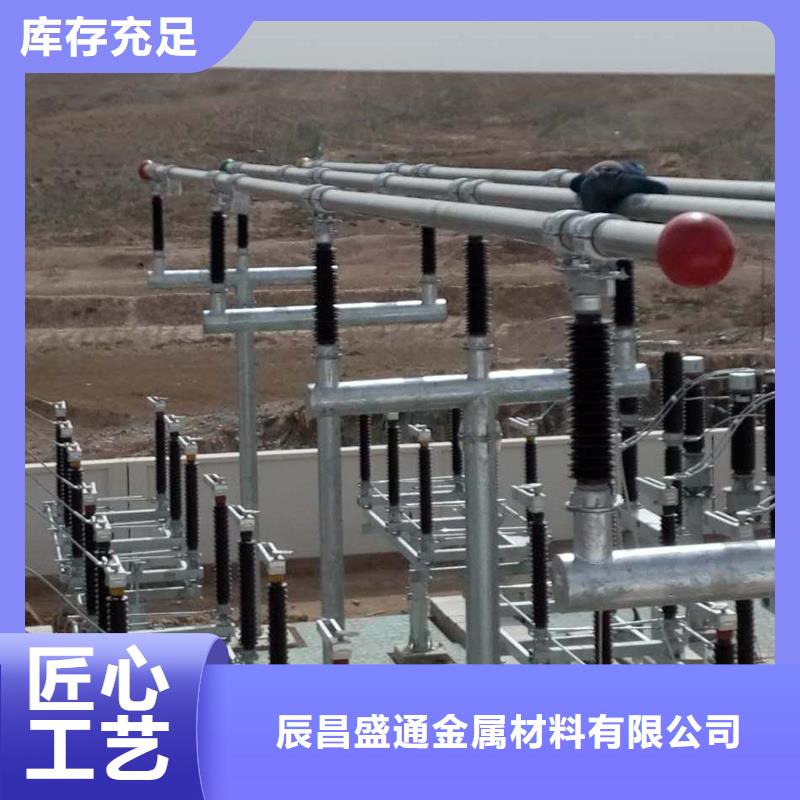
铝镁合金管型母线管母线氧化前,零件和制件的表面状况和业已进行过之机械加工的食量对磨光时工序次数和时间的影响很大。磨光和抛光如果进行装饰性氧化,要想得到深黑色的美丽光泽表面,氧化前金属的表面应加以磨光和抛光。为使被加工制件尽可能得到此较光滑和平的表面,磨光要进行好儿个工作过程,起初用此较粗的磨料, 用栩的磨料。细磨是在装有富于弹性的毛毡,毛毡或布翰的双臂磨光确光机上进行。磨料可采用金刚砂粉或剐玉粉。把金刚砂粉或剐玉粉粘在翰子的周边上就使翰子有了磨料层。此时,木工缪、本地路素膝及硅酸熊缪可用来作为粘拮剂。磨光时,磨料粒度要这样来选择即所选之粒度能在下一道工序把上一道工序留下的缺陷消除瘫,所以先用粒度比较粗的磨粉加工,然后用中等的,再用绷的。通常磨光匆制件时,磨轮的圆周速度为30.35公尺/秒;绷磨铸铁制件时,则为20-25公尺/秒。在很多情况下,零件经过基本的磨光工序后,还进行补充工序,即所谓“油磨”或无光抛磨。通常油磨是靠磨膏用圆的草刷或毛刷来进行,磨膏是把绷磨料均匀地A件在工业用油脂和硬脂很合物中而制成的。除此以外,油磨可以减少零件和磨轮发热,消除烧焦的危险,从而延畏了磨轮的耐久性。所以,要获得高的精胭度,建议直接在抛光前进行油磨。混在油脂内之金刚砂粒的切创性质会大大减小,因为油脂中的有机酸有助于清除零件上的氧化物薄膜。油磨后,零件表面就变得更为平滑、本地光滑。然后可用涂有专门抛光膏的布轮把该表面好好地抛光。


